Our new Tetra Pak® Homogenizer 500 delivers the lowest total cost of ownership in the industry for the beverage and dairy homogenization process. Its high capacity gives the homogenization process scale of economy, which combined with our efficient homogenization devices, enables the highest homogenization efficiency and lowest operational costs on the market.
The Tetra Pak Homogenizer 500 handles up to 63 600 litres per hour, which represents our highest capacity homogenizer ever and the highest capacity installed in the industry. The scale of economy with this high capacity homogenizer lets producers increase production capacity and produce more products while cutting the cost per litre of each product produced. This means that producers are able to meet demands today and for the future using one large homogenizer instead of two smaller ones.
Thanks to the high capacity and our very efficient homogenizing devices, the Tetra Pak Homogenizer 500 allows producers to achieve the optimal product characteristics – optimal viscosity in beverages and optimal NIZO values in dairy products – at a lower pressure than in conventional homogenizers.
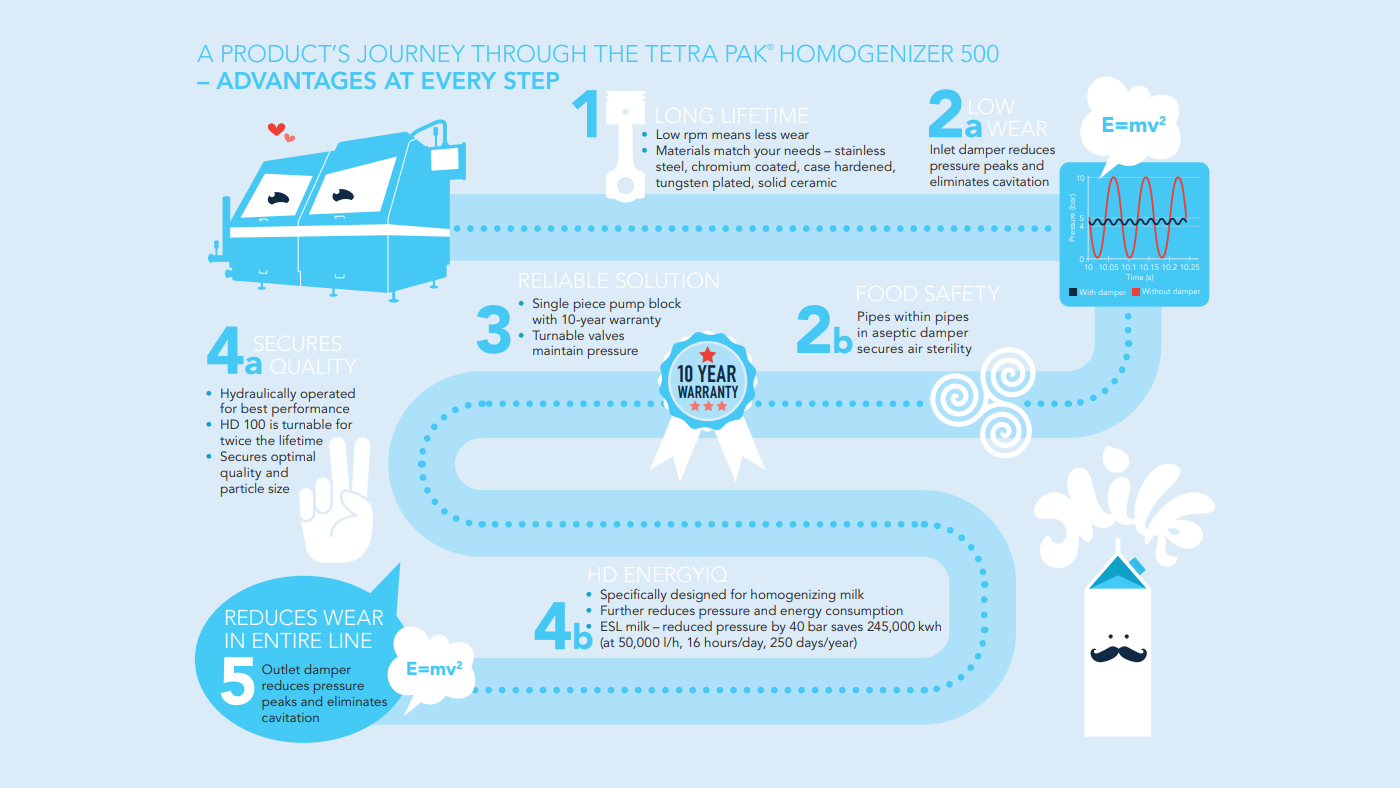
The HD 100 multipurpose homogenizing device, which was developed in cooperation with research at Lund University in Sweden, is hydraulically operated for optimized stability in terms of mechanical stability and consistent gap height. The geometry of the device achieves the high homogenizing efficiency at lower pressures than conventional devices. And for dairy homogenization, the HD EnergyIQ homogenization device reduces energy consumption even further, consuming only 0.3 kW per 1000 litres of homogenized chilled milk.
The lower pressures required in the HD100 and HD EnergyIQ let you work with our experts to set the optimal pressure for your desired result and ensure that you never under or over-homogenize products. Over-homogenization is a common issue and optimizing pressures offers producers huge potential for instant cost savings.
Reducing pressure means you reduce your energy costs significantly. The HD 100 device cuts energy consumption by 30% compared to a conventional device for pasteurized milk. And with HD EnergyIQ, the homogenization of chilled milk using 90 bar pressure consumes only 0.3 kW per 1000 litres. That means higher production per invested Euro, or less Euros investment per produced litre.
Furthermore, the homogenizer is equipped with a high-temperature condensate aseptic barrier and serial cooling system that cuts steam consumption by 70% and cooling water consumption by 80%. An automatic changeover valve cuts steam and water consumption during CIP. And machine control equipment limits use of cooling water.
All of this adds up to significantly cut operational costs and environmental impact – and contributes to the lowest total cost of ownership in the industry.
{kind=link}