
优势
灵活而且经济高效,能满足今天以及未来的需求
- 显著削减运营成本——总拥有成本业内最低
- 获得最高的灵活性——不管是今天还是未来
- 确保始终如一的产品质量和食品安全
- 依托可靠的解决方案,获得知识丰富的合作伙伴的全面支持

新一代高剪切再循环混料机
新一代高剪切再循环混料机
采用嵌入式自动化技术,充分利用您的混料机
轻松整合更多智能功能。 基于利乐®工厂大师技术的无缝衔接及强大自动化能力,可确保全程可追溯性和最高标准的食品安全,并可优化混料过程,带来多种益处,包括:
- 得益于原材料标签,在几分钟内即可自动更新所有不同类型的配方
- 在工艺工程师的远程支持(无需亲临现场)下,即可快速、轻松地更改原位清洗程序
- 更快的粉末添加速度
- 更少的产品损耗
- 更少的停机次数、更短的停机时间
采用嵌入式自动化技术,充分利用您的混料机
轻松整合更多智能功能。 基于利乐®工厂大师技术的无缝衔接及强大自动化能力,可确保全程可追溯性和最高标准的食品安全,并可优化混料过程,带来多种益处,包括:
- 得益于原材料标签,在几分钟内即可自动更新所有不同类型的配方
- 在工艺工程师的远程支持(无需亲临现场)下,即可快速、轻松地更改原位清洗程序
- 更快的粉末添加速度
- 更少的产品损耗
- 更少的停机次数、更短的停机时间
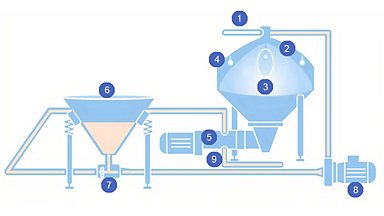
How it works
新专利混料理念
- Liquid inlet
- Vacuum deaerator
- Product flow cone
- Removable sprayballs
- Circulation with twin-screw pump
- Patented vibrating powder hopper
- Patent pending switch injector
- Patent pending mixing head
- Product outlet

– and achieve lowest TCO in the industry
显著削减运营成本
- Cut energy consumption by reducing or eliminating downstream homogenization
- Reduce amount of equipment required for making concentrates – less to buy, less to clean
- Get quicker and more effective deaeration – for lower TCO, longer running times between CIP and efficient downstream process
- Ensure optimal utilization of ingredients and cut ingredient costs thanks to efficient mixing
- Shipped fully-mounted to cut installation cost and time
Patented combination handles wide range of products
获得最高的灵活性——不管是今天还是未来
- Flexible powder handling placement up to 10 metres from mixer
- Flexible capacities from 0-30,000 l/h finished product
- Flexible viscosities from 0-2,000 cP
- Flexible flow from 10-60 m3/h
- Flexible shear from 0 to 100,000 s-1
Secures product quality and food safety
新型智能真空除气器设计
The deaerator cone generates a larger surface area and a thinner product layer enables faster and more complete deaeration.
Inlet nozzles distribute product smoothly over the deaerator cone
The vacuum deaerator removes air since air bubbles expand in size in a vacuum while bubble density is decreased. This allows air bubbles to rise to the surface and be removed more quickly.
Accurate control of vacuum level:
- optimizes deaeration conditions
- minimizes foam formation
- independent of powder intake

有效的除气能节省能源和水

新混合头带来了稳定的高质量
- 15 hits in a single pass
- Creates a finer, more stable emulsion – small droplet size prevents separation and sedimentation
- Achieves smaller droplet size and narrow particle size range
- Only solution in industry that achieves down to 1 micron droplet size
- Enables you to increase mixing speed without affecting pump energy consumption
配有专利型平衡转子/定子系统的混合头
- Three or five rotor/stator stages to meet your specific emulsion/homogenization needs
- Hydrodynamically balanced rotor allows operation at very high speeds and with very narrow tolerances – up to 100,000 s-1 shear
- Adjustable shear and variable speed – from high shear to no shear for sensitive ingredients

Significantly reduce air introduced with powder
专利型振动式粉料斗

独立控制的独特双螺杆泵
- Optimized twin-screw design
- Double outlet to optimize counter-pressure
- Pump inlet integrated into vacuum deaerator to optimize suction conditions
- Runs well even at low suction pressures without risk of cavitation
- Allows passage of large particles
- Handles viscosities from 0 to 2,000 cP
- Handles up to 6 bar back pressure
- Enables variable flow from 10-60 cubic metres/hr and runs well even at low flow rate
- Allows you to place powder handling up to 10 metres from mixer




